


vmc1060 ڪارخانو ڌاتو 3 محور عمودي سي اين سي ملنگ مشين سينٽر
فائدو
1. اختياري CNC turntable چار-محور ۽ پنج-محور coordinate linkage پروسيسنگ ٺاهي سگهي ٿو.
2. اختياري خودڪار چپ هٽائڻ واري ڊوائيس، بستر جي جوڙجڪ سان اندروني صفائي کي يقيني بڻائڻ لاء؛اختياري spindle تيل کولنگ، وغيره.
3. کاسٽنگ ٻن عمر جي علاج کان گذري ٿو ته جيئن مواد ۾ بقايا دٻاء کي ختم ڪري سگهجي.
4. X, Y, Z-direction ھدايتون چونڊي سگھن ٿيون تائيوان جي بھاري-ڊيوٽي لڪير بال گائيڊ، جيڪي خاصيتون آھن تيز رفتار، تيز سختي وغيره.

تفصيل
| شيءِ | VMC1060 | ||||
| ڪم جي ٽيبل جي ماپ (ڊگھائي × ويڪر) ملي ميٽر | 1300×600 | ||||
| ٽي سلاٽ (ايم ايم) | 5-18×100 | ||||
| ڪم جي ٽيبل تي وڌ ۾ وڌ لوڊ ڪرڻ وارو وزن (KG) | 650 | ||||
| ايڪس محور سفر (ايم ايم) | 1000 | ||||
| Y-محور سفر (mm) | 600 | ||||
| Z-Axis سفر (mm) | 600 | ||||
| اسپنڊل نڪ ۽ ٽيبل جي وچ ۾ فاصلو (ايم ايم) | 100-700 | ||||
| اسپنڊل سينٽر ۽ ڪالمن جي وچ ۾ فاصلو (ايم ايم) | 667 | ||||
| اسپنڊل ٽيپر | بي ٽي 40/50 | ||||
| وڌ.اسپنڊل اسپيڊ (rpm) | 8000/10000/12000 | ||||
| اسپنڊل موٽر پاور (ڪلوو) | 11/15 | ||||
| تيز کارائڻ جي رفتار: X، Y، Z محور (م/ منٽ) | 16/16/16 (24/24//24 لائنر گائيڊ وي) | ||||
| تيز ڪٽڻ جي رفتار (م / منٽ) | 10 | ||||
| پوزيشن جي درستگي (ايم ايم) | ±0.005 | ||||
| ورجائي پوزيشن جي درستگي (ايم ايم) | ±0.003 | ||||
| خودڪار اوزار تبديل ڪندڙ قسم | 16 اوزار سر قسم جو اوزار مٽائيندڙ (اختياري 24 بازو قسم آٽو اوزار مٽائيندڙ) | ||||
| وڌ.اوزار جي ڊيگهه (mm) | 300 | ||||
| وڌ.اوزار قطر | Φ80 (ويجهو اوزار) / φ150 (نه ويجھو اوزار) | ||||
| وڌ ۾ وڌ اوزار وزن (KG) | 8 | ||||
| اوزار تبديل ڪرڻ جو وقت (ٽول کان ٽول) سيڪنڊ | 7 | ||||
| ايئر پريشر (Mpa) | 0.6 | ||||
| مشين وزن (KG) | 7500 | ||||
| مجموعي سائيز (mm) | 3340*2800*2700 | ||||
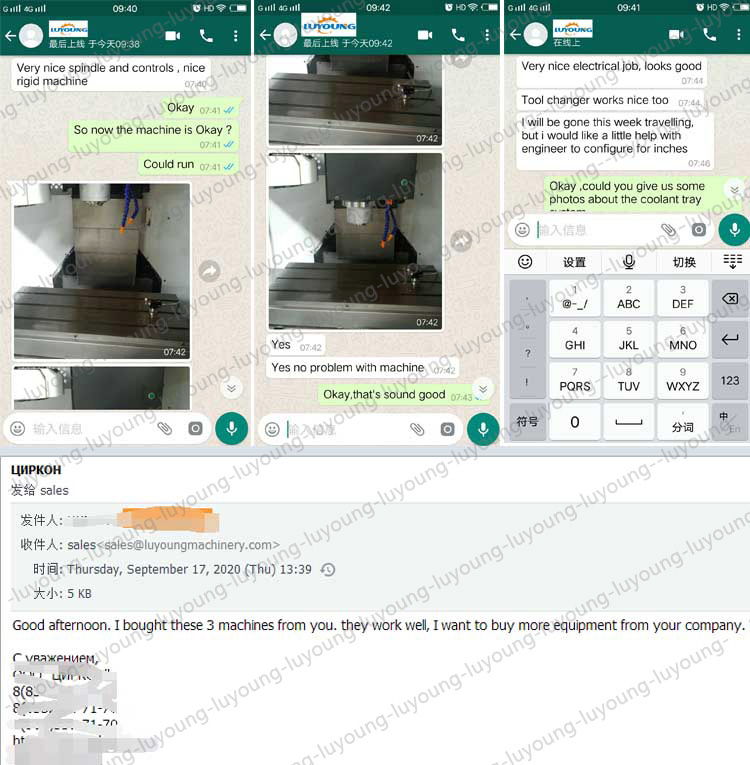
ڇو اسان کي چونڊيو
اسان کي گراهڪن کان تمام سٺي موٽ ملي ٿي، مثال طور:
تمام سٺو اسپندل ۽ ڪنٽرول، سٺي سخت مشين.تمام سٺو برقي نوڪري، سٺو لڳندو آهي.
اوزار مٽائيندڙ پڻ سٺو ڪم ڪري ٿو.
مون توهان کان 3 مشينون خريد ڪيون.اهي سٺو ڪم ڪن ٿا، مان توهان جي ڪمپني کان وڌيڪ سامان خريد ڪرڻ چاهيان ٿو.
مشين جي جاچ
1. لڪير واري حرڪت واري پوزيشن جي درستگي جي چڪاس کي بغير لوڊ جي حالتن ۾ ڪيو وڃي، ۽ ليزر جي ماپ غالب ٿيندي.
2. لڪير واري حرڪت جي بار بار پوزيشن جي درستگي جي چڪاس، ڳولڻ لاء استعمال ٿيل اوزار ساڳيو ئي آهي جيڪو پوزيشن جي درستگي کي ڳولڻ لاء استعمال ڪيو ويندو آهي.
3. لڪير واري حرڪت جي اصليت جي واپسي جي درستگي جو پتو لڳائڻ.
4. لڪير واري حرڪت جي ريورس غلطي جي سڃاڻپ ڪيترن ئي ڀيرا ماپي ويندي آهي (عام طور تي 7 ڀيرا) ٽن پوزيشن جي وچ واري نقطي جي ويجهو ۽ اسٽروڪ جي ٻنهي سرن تي، ۽ هر پوزيشن جي اوسط قيمت کي ڳڻيو ويندو آهي، ۽ حاصل ڪيل سراسري قدر جي وڌ ۾ وڌ قيمت آهي. inverse Error value.






